省エネQ&A
熱プロファイル(SSSP)解析について
回答
熱プロファイル解析はSSSP[Site Source and Sink Profile]解析とも呼ばれ、工場全体のプロセス加熱とプロセス冷却の需要曲線を描くことによって、工場全体の熱需要の全体像を明らかにするとともに、用役の選択と配分を同じグラフ上に書き込むことで用役とプロセスのマッチング状況を確認することができます。
熱プロファイル解析とはSSSP[Site Source and Sink Profile]解析とも呼ばれ、工場全体のプロセス加熱とプロセス冷却の需要曲線を描くことによって、工場全体の熱需要の全体像を明らかにするとともに、用役の選択と配分を同じグラフ上に書き込むことで用役とプロセスのマッチング状況を確認することができます。
NEDO成果報告書「平成23年度~25年度 国際エネルギー消費効率化等技術・システム実施事業 基礎事業 タイ工業団地のピンチテクノロジー等の工場間エネルギー利用解析による省エネ診断事業」とNEDO実用化ドキュメント「複数工場間で熱を共有し、コンビナート全体での省エネを実現」を基に、熱プロファイル解析の一例を紹介します。
1. 用役(蒸気や温水、冷水など)によって加熱/冷却されている熱交換器だけに着目します(プロセス間の熱交換は除きます)。対象とする各熱交換器のプロセス側流体の入口、出口の温度と熱量、および使用している用役の情報(名称、温度)を基に、加熱側(Heat Sink)と冷却側(Heat Source)それぞれについて、熱複合線図を作成します。同時に、用役消費(回収)プロファイルを描きます。図-1は、千葉コンビナートでの例を示します。センターラインを境に、右側が用役による加熱を、左側が用役による冷却(蒸気回収を含む)を示しています。また、青・赤線がプロセス、黒線(実線と破線)が用役を表しています。
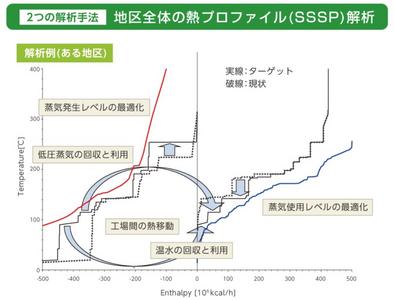
2. 図-1の用役とプロセス流体の水平方向の隙間は用役の配分の改善ポテンシャルを、縦方向の隙間は用役の温度レベルの改善ポテンシャルを、それぞれ表しています。図-1の左側(プロセスの冷却側)では、現状では100℃から20℃まで熱が捨てられている(破線)ことになりますが、110℃付近の熱を工場間で融通する(実線:左側の図から右側の図に熱を供給する)ことや、90℃付近の熱を温水として回収して融通する(実線:左側の図から右側の図に熱を供給する)ことが可能であることが明らかとなります。つまり、「熱プロファイル解析」を行うことで、回収・利用できる分がひと目でわかることになります。
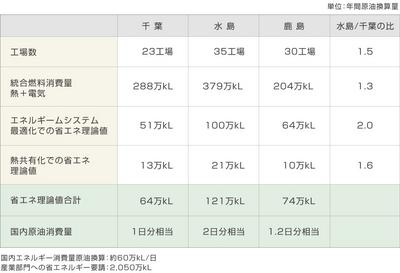
ご説明した千葉コンビナートでの基盤調査の後、水島(35工場)、鹿島(30工場)、宇部(3工場)、大分(15工場)のコンビナートでも、NEDOの調査事業が行われました。その結果、千葉、水島、鹿島の3コンビナートでの熱共有化による省エネ理論値は44万klにものぼることがわかりました(表-2)。
- 回答者
-
技術士(衛生工学) 加治 均